Browse this selection of related articles, brochures and data sheets
CEMS article September 2018
Download
Instrumentation is used to measure the oxygen concentration of the exhaust gases from power station burners and othercombustion and control systems.

Typical combustion process control applications include power generation, boiler combustion, cement kilns and waste incineration. Combustion process control instrumentation requires frequent calibration with specialty gases mixtures.
For stoichiometry control, where the air flow rate is adjusted to match in the incoming fuel load, a target concentration of 8% of oxygen in the burner flue gas is a typical control point. So a specialty gases calibration gas mixture composition of 8% oxygen in nitrogen is typical. The instrumentation used for this hot, wet application will typically be a zirconia oxygen analyser. It is robust and has a rapid response to changes in the oxygen concentration.
This is a process control application, not related to regulated emissions monitoring, so a general certified specialty gases calibration mixture is usually satisfactory and there is not usually a requirement for ISO/IEC 17025 or ISO 17034 accreditation for these mixtures.
A zero gas is also used. This should not be zero air because air contains oxygen at around 20.9%. The zero gas is therefore generally a high purity specialty gases grade of Nitrogen 5.0.
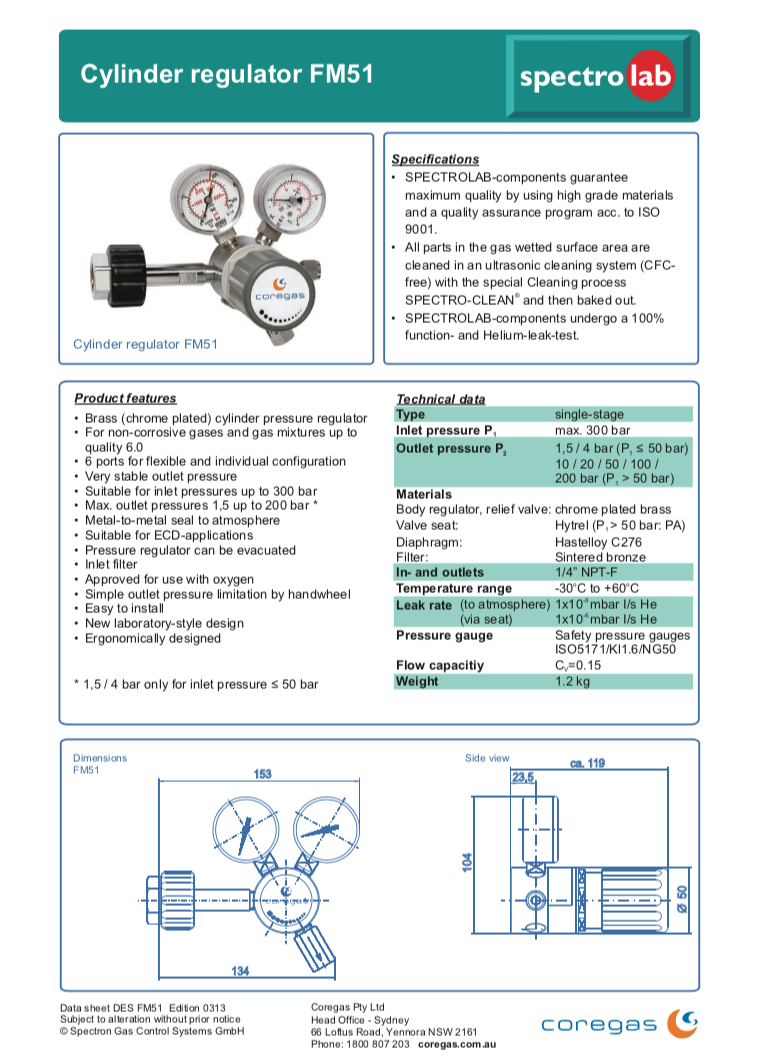
For both the calibration gas mixture and the zero gas, a single-stage chrome-plated brass regulator is appropriate. Since these are one-shot calibration or zero-setting events there is no need to upgrade to a two-stage regulator. Furthermore, the gases involved here are not corrosive so there is no need to upgrade to a stainless steel regulator.

As noted above, the amount of excess air in the flue gas is determined by measuring the concentration of oxygen. The ideal excess oxygen level depends on several factors: the fuel type, the burner type, humidity changes in the air, moisture content of the fuel, varying boiler loads, fouling of the burner system and mechanical wear of the combustion equipment. Since many of these factors are in continuous flux in boiler combustion control systems or change over the long term plant operation, the ideal amount of excess oxygen also continuously changes.
By measuring the concentration of carbon monoxide (CO) in the combustion flue gas, power plants are able to adjust the excess oxygen control set point to fine tune the air-to-fuel ratio. This allows them to reduce the amount of combustion air used while ensuring complete combustion. Thus, it reduces the production of pollutant NOx emissons and minimises air blower power consumption.
The concentration of CO in the flue gas is also the most sensitive indicator of unburned fuel in the process and can therefore also indicate the emergence of a potentially unsafe situation, ie unburnt fuel escape from the burner area. The fact that CO is the most sensitive indicator of incomplete combustion also allows it to be used to trim the oxygen flue gas process control set point using the following logic:
CO measurement in the above process control strategy will generally be with a direct read online NDIR analyser. Calibration of the analyser using a span gas containing perhaps 500ppm CO in nitrogen will be required. To set the zero on the instrument, either Nitrogen 5.0 grade or Zero Air would be appropriate.
As with the oxygen sensor calibration span and zero gases, for both the calibration gas mixture and the zero gas a single-stage regulator is appropriate. For any gas mixture containing CO it is not appropriate to use a chrome-plated brass regulator, due to the risk of reactions between the CO in the calibration gas mixture and the nickel used in the plating process. It is therefore recommended to use a single-stage stainless steel regulator. For the nitrogen or air, a chrome-plated brass specialty gases regulator will be suitable.
Browse this selection of related articles, brochures and data sheets